
Stamping. Welding. Sub-assembly. Tool & die.
Value-added, all in-house.
Clover Group is a Canadian custom metal stamping, metal forming, robotic welding and sub-assembly supplier — serving automotive, brake systems (disc and drum), heavy-duty truck, commercial-vehicle and industrial programs from Concord (GTA / Toronto) and Breslau (Waterloo region). Progressive, transfer and hand-transfer stamping, robotic welder cells and finished sub-assemblies, plus full in-house tool & die build. Every program from RFQ to SOP managed on one APQP workflow.

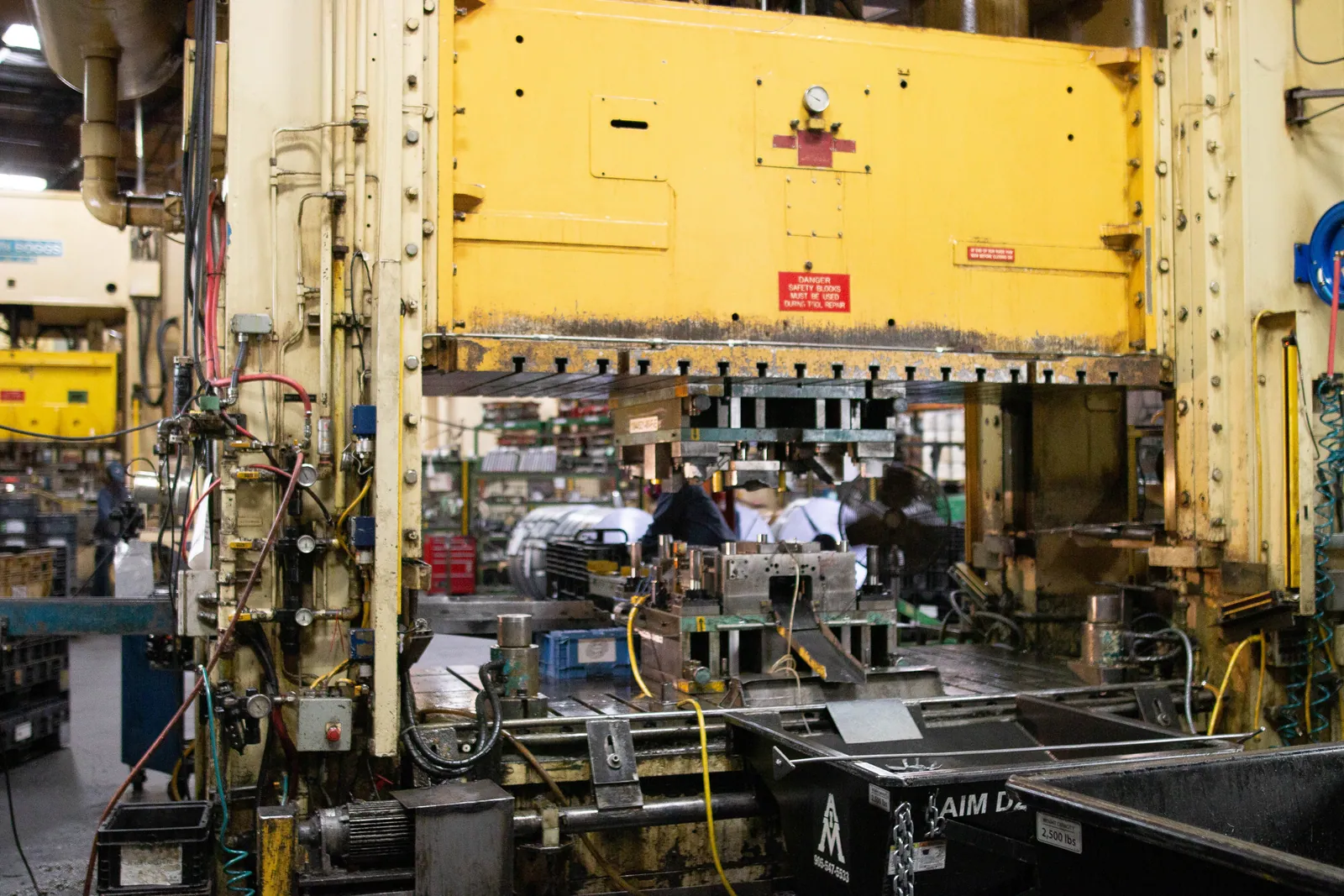
Metal Stamping & Forming
Progressive-die, mechanical-transfer and hand-transfer metal stamping and forming — 80 to 1,650 tons.
A 30+ press fleet running customer programs from prototype to production. Small fine-blank jobs on 80- and 200-ton lines; mid-volume transfer work on 500–800-ton presses; heavy stamping on the 1,650-ton line for chassis, body and commercial-vehicle components. In-die staking, tapping and nut welding eliminate downstream steps and keep piece price competitive. Custom metal stamping for automotive, heavy-duty truck, brake systems and industrial programs.
- Progressive-die stamping
- Mechanical-transfer stamping
- Hand-transfer stamping
- In-die staking & tapping
- Blank feed-transfer automation
- Coil-to-finished-part flow
- 1 × 1,650-ton press
- 3 × 800-ton presses
- 1 × 660-ton Komatsu press
- 7 × 600-ton presses
- 2 × 500-ton presses
- 5 × 400-ton presses
- 1 × 300-ton press
- 2 × 250-ton presses
- 3 × 200-ton presses
- 6 × 125-ton presses
- 1 × 80-ton Komatsu press
- LHS Transfer System
Press fleet across the group
32 presses · 80 to 1,650 ton| Press capacity | Presses | Share of fleet |
|---|---|---|
| 1,650 ton Peak | 1 | |
| 800 ton | 3 | |
| 660 ton | 1 | |
| 600 ton | 7 | |
| 500 ton | 2 | |
| 400 ton | 5 | |
| 300 ton | 1 | |
| 250 ton | 2 | |
| 200 ton | 3 | |
| 125 ton | 6 | |
| 80 ton | 1 | |
| Total fleet | 32 | 80 to 1,650 ton |
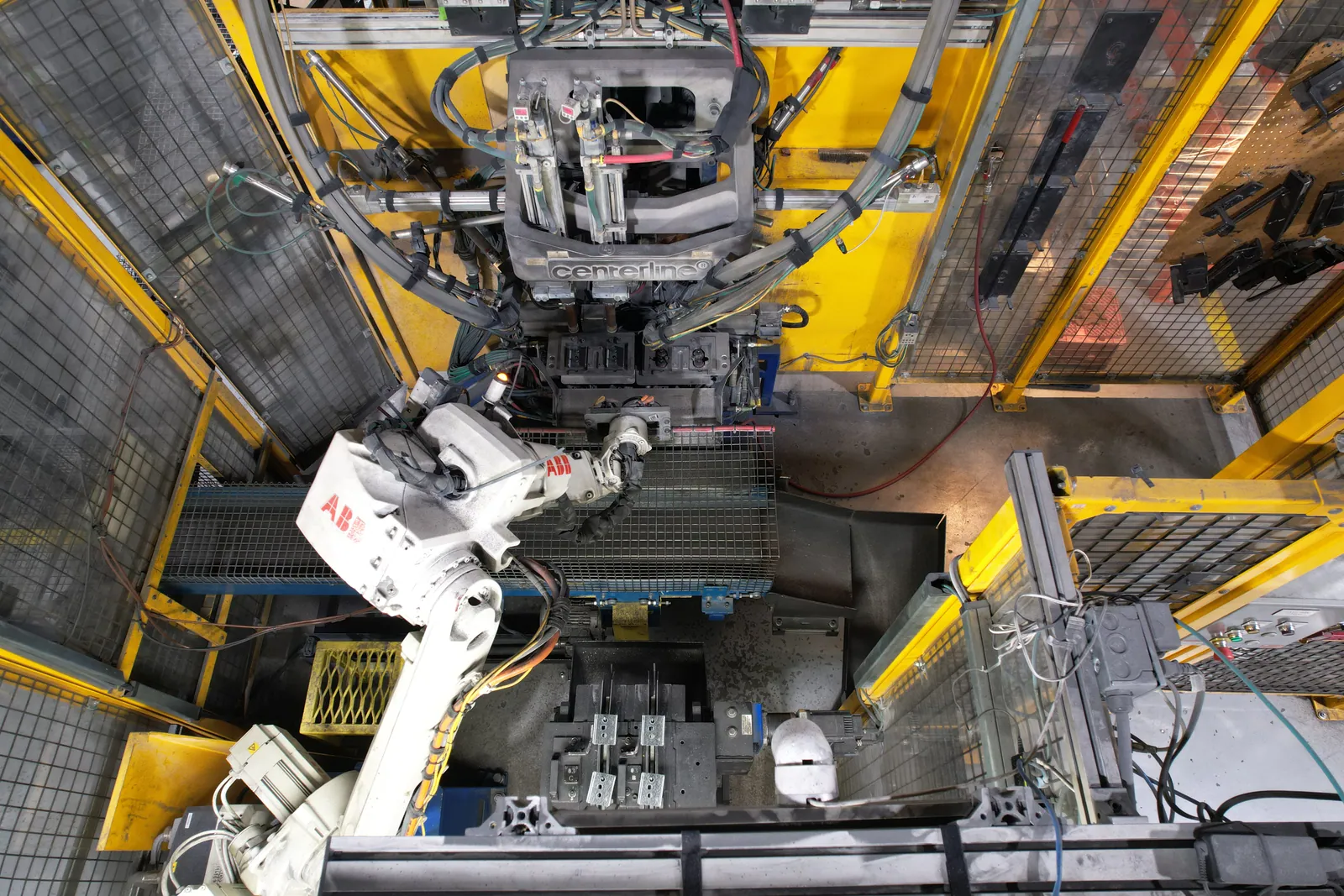
Welding
Robotic welders, projection, spot and specialty welding — cell-ready for high-mix programs.
Twelve robotic MIG welder cells run alongside 15+ projection welders and three spot welders. Specialty welding on a Flexfast nut-and-stud welder and a Norton bushing install cell. Every welded part is traceable to its coil. Robotic welding cells deployed across automotive, brake systems, commercial-vehicle and heavy-duty truck programs.
- Robotic MIG welding
- Manual MIG welding
- Robotic projection welding
- Robotic spot welding
- Nut & stud welding
- Bushing install
- 12 × Robotic MIG cells (ABB, Fanuc)
- 15+ Projection welders
- 3 × Spot welders
- 1 × Flexfast nut & stud welder
- 1 × Norton bushing install cell
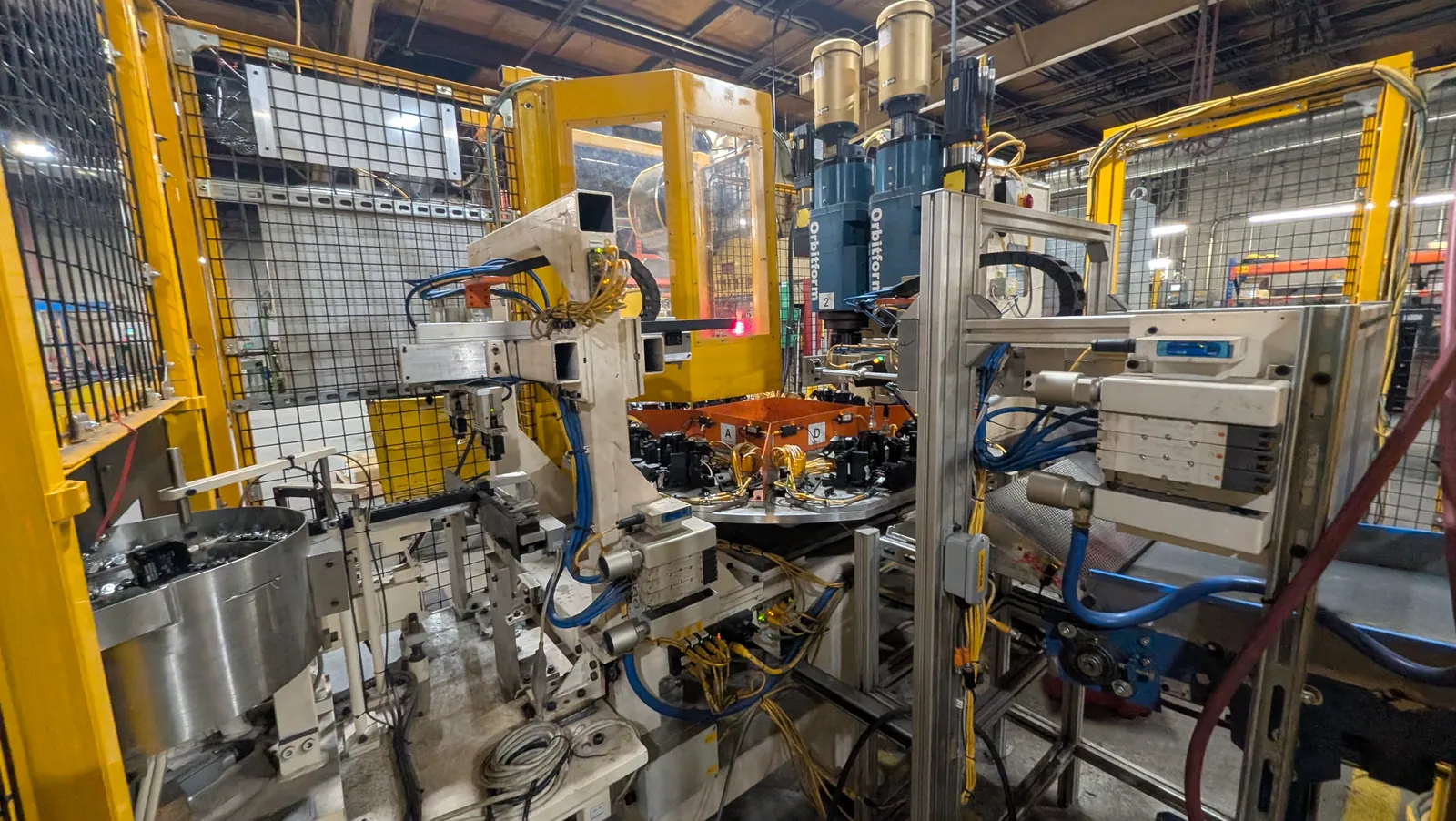
Sub-Assembly
Mechanical automation and manual lines for finished sub-assemblies and modules.
Multi-station assembly lines combining mechanical automation with skilled manual work. Staking, clinching, tapping, grinding and final pack — often integrated directly with the upstream stamping or welding cell for one-piece flow. Kits and sequenced shipments for module integrators and OEMs.
- Mechanical assembly automation
- Manual assembly
- Staking
- Clinching
- Tapping & grinding
- Kit build and sequenced shipping
- Multiple assembly lines
- Mechanical assembly automation
- Manual assembly stations
- In-die staking & tapping
- Grinding stations
- Nut-welding stations

Tool & Die Build
Full in-house tool and die shop — Clover started here in 1979 and never stopped.
Clover Tool was founded as a tool and die shop and remains a full-service tool builder today. We design and build progressive dies, mechanical-transfer dies, hand-transfer dies, prototype tooling and weld fixtures in-house. We build for our own presses and, when timing helps a program, for customer production lines. Rapid try-out on the same press the production tool will run on. Calibrated CMM and scanning-arm inspection on every die. The tool room handles repair, retro-fit and engineering changes for tools that have been in service for decades.
- Progressive die design and build
- Mechanical-transfer die design and build
- Hand-transfer die design and build
- Weld fixture design and build
- Prototype tool and rapid try-out
- Tool repair, retro-fit and engineering change
- Wire EDM and tool-room CNC machining
- Die calibration and CMM verification
- Full tool room with Wire EDM
- Tool-room CNC machining centres
- Portable CMM scanning arm
- CMM inspection
- In-house die try-out on production presses
- Welding fixture build cell

Value-Added Services
APQP engineering, prototyping, dimensional inspection and managed outsourced operations.
Every Clover program runs on the APQP five-phase process from internal kick-off to customer-approved PPAP. DFM/DFA review on every quote. First-article and in-process CMM inspection on every die. Gage management, calibration and SPC backing every line. Outsourced processes (etching, e-coating, washing) managed to spec and traced alongside internal steps. Coil-to-shipment traceability across every facility.
- APQP 5-phase program management
- DFM / DFA engineering review
- In-house prototyping
- First-article and in-process CMM inspection
- Gage management, calibration and SPC
- Coil-to-shipment traceability
- Managed outsourced operations (etching, e-coating, washing)
- Portable CMM scanning arm
- CMM inspection
- Digital work instructions on tablets

Engineering & APQP
DFM/DFA review from RFQ. Five-phase APQP program management. PPAP to customer-approved launch.

Inspection & Traceability
Scanning-arm, CMM and optical measurement, SPC data collection, coil-to-shipment traceability.
Every major product group on a modern vehicle.
From Body-in-white structures to powertrain components and seat tracks, Clover programs span the product groups integrators and OEMs rely on us for.
Body
Body-in-white structures, hinges, closures hardware.
- Hood hinges
- Trunk hinges
- Fender mounts
- Reinforcement components
Chassis & Brake Systems
Control arms, brake hardware (disc and drum), reinforcements and mounting structures.
- Control arms
- Disc brake brackets & hardware
- Drum brake hardware
- Support brackets
Powertrain
Heat exchangers, flex & drive plates, pedal assemblies.
- Heat exchanger components
- Transmission flex plates
- Transmission drive plates
- Pedal assembly components
Seating
Recliner components, seat tracks and adjuster sub-assemblies.
- Recliner components
- Seat tracks
- Seat track components
- Seat adjuster components
Closures & Window Systems
Door hardware, hand-brake assemblies, window regulator components.
- Door hinges
- Door locks
- Hand-brake assemblies
- Window regulator components
Five phases. One program, end-to-end.
Every Clover program runs the IATF 16949 APQP five-phase workflow. We manage it from the customer RFQ through Start of Production and program handoff. Honest milestones, real cost breakdowns, and a senior engineer owning the line.
- Phase 1
Planning
Internal program kick-off. Concept review, DFM / DFA, cost model, timing plan.
- Phase 2
Process design kick-off
Tool, fixture and equipment design. Process FMEA. Buy-off on process concept with customer.
- Phase 3
Tool & fixture build
In-house tool build. Rapid try-out. Gage design and build. Customer-witnessed tool delivery.
- Phase 4
Home-line tool + PPAP
First-article runs on production line. Capability studies. Customer-approved PPAP submission.
- Phase 5
Manufacturing buy-off + SOP
Full-rate validation, manufacturing buy-off, Start of Production, program handoff.
Registered at the audit level.
Our Concord facility is registered to IATF 16949:2016, ISO 9001:2015 and ISO 14001:2015. Customer Specific Requirements (CSR) maintained in the CSR matrix. Full capability sheet and quality manual available on request.
Asked on most first calls.
The questions buyers and program engineers usually open with. Anything else, ask us directly.
What press tonnage range does Clover Group run?
Our press fleet spans 80 to 1,650 tons across 30+ presses, covering progressive-die, mechanical-transfer and hand-transfer stamping. The 1,650-ton line handles heavy chassis and body components; small-tonnage lines run high-volume hardware.
Do you design and build your own tooling?
Yes. Clover started as a tool and die shop in 1979 and still designs and builds progressive dies, mechanical-transfer dies, hand-transfer dies, prototype tooling and weld fixtures in-house, with wire EDM and tool-room CNC. Try-out happens on the same production press the tool will run on.
What production volumes can you support?
From prototype and low-volume runs to several million parts per year. Dedicated progressive lines run high-volume programs around the clock, while transfer and hand-transfer presses cover mid- and low-volume work.
What materials do you stamp and form?
Low-carbon steel, HSLA, advanced high-strength steel (AHSS), stainless steel, aluminum, and brass and copper alloys. Heavy-gauge material up to .500" (13 mm) runs at our Ultramet facility.
What quality certifications do you hold?
At our Concord facility, our Business Management System is registered to IATF 16949:2016, ISO 9001:2015 and ISO 14001:2015. Every program runs the five-phase APQP workflow with customer-approved PPAP, and every part is traceable from coil to shipment.
Where are your facilities located?
Two Ontario plants: Clover Tool Mfg. in Concord (Greater Toronto Area, minutes from the 400/407) and Ultramet Industries in Breslau (Waterloo Region, near Kitchener-Waterloo and Cambridge).
How quickly do you respond to an RFQ?
A senior engineer reviews every request and responds within one business day. Send drawings, volumes and timing through the contact page, or email sales@clovertoolmfg.com for larger file packages.
Let’s build what’s next — together.
Drop us your drawings, volumes, and timing. A senior engineer will be back within one business day with a real conversation, not a templated auto-reply.